


Por Moisés Calandrin
O conhecimento deste assunto é muito oportuno, uma vez que a atual norma do Sistemas de Gestão da Qualidade Automotivo, IATF 16949:2016 deixa nem claro no seu item.
7.1.5.1.1 – Análise do sistema de medição
“Estudos estatísticos devem ser conduzidos para analisar a variação presente nos resultados de cada tipo de sistema de inspeção, medição e de equipamento teste identificado no plano de controle. Os métodos analíticos e os critérios de aceitação usados devem estar em conformidade com aqueles dos manuais de referência …”
Vamos conhecer um pouco mais o assunto.
Os gráficos de controle – CEP são usados para monitorar processos de produção e ajudar a fazer ajustes quando necessário, para manter os processos sob controle.
Nós também notamos que, independentemente de quão bem controlado seja um processo, existe sempre variação no nível de qualidade da produção.
Todos os pontos em um controle do gráfico nunca estão na mesma linha.
Na verdade, quando pensamos em um controle por gráfico, o que vem à mente é uma linha em ziguezague com pontos nas bordas.
Para melhorar a qualidade de um sistema de produção, é necessário determinar as fontes das variações, sejam elas comuns ou especiais.
As variações em um processo de produção são devidas às diferenças reais entre as peças produzidas ou o meio de medida usado para avaliar a qualidade das peças, ou uma combinação desses dois fatores.
Por exemplo, quando testamos o peso de algumas peças produzidas pela mesma máquina usando o mesmo processo e notamos uma variação de peso nos resultados do teste.
Essa variação só pode ser devida a uma real diferença de peso entre as próprias peças ou pelo dispositivo que usamos para testar as peças e as pessoas que realizam o teste.
Se o processo de teste estiver com defeito, podemos pensar que existe então diferenças entre as peças quando, na realidade, não há nenhuma.
Um sistema de medição defeituoso conduzirá necessariamente a conclusões erradas.
Precisão, repetibilidade e reprodutibilidade.
Se a mesma parte for testada repetidamente com o mesmo instrumento, esperamos encontrar exatamente o mesmo resultado se a medida for precisa.
Suponha que o comprimento de um virabrequim seja crítico para a qualidade de um motor elétrico.
Usamos um meio eletrônico para medir um eixo selecionado aleatoriamente.
Nesse caso, inicialmente, o que estamos testando não é o virabrequim, mas o meio eletrônico.
Não importa quantas vezes testarmos a mesma peça, suas dimensões reais não serão alteradas.
Se houver variações nos resultados das medições, eles são mais propensos a vir do medidor eletrônico ou a pessoa que realiza o teste.
Repetimos o teste várias vezes e esperamos reproduzir o mesmo resultado se o medidor eletrônico for preciso.
Se o mesmo operador medir o virabrequim repetidamente, é muito provável que o faça da mesma maneira.
Nesse caso, se houver alguma variação é provável que venha do dispositivo (medidor eletrônico) usado para medir a peça.
Se vários operadores testarem a mesma peça repetidamente, eles podem fazê-lo de maneiras diferentes.
Nesse caso, as falhas na reprodução dos mesmos resultados podem provir do dispositivo ou do processo utilizado para o teste.
Quando falamos de precisão, o que está sendo abordado é a repetibilidade e reprodutibilidade.
Para determinar as origens das variações quando não conseguimos reproduzir os mesmos resultados após testes repetidos, podemos usar vários métodos, incluindo a ANOVA, o gráfico XR, o R & R de calibração, e Cartas Gage Run.
Um indicador neste contexto pode ser software, um físico instrumento, um procedimento operacional padrão (SOP), ou qualquer sistema ou processo usado para medir características críticas (CTQ).
Vimos como ANOVA e DOE podem ajudar a determinar as fontes de variações em um processo de produção.
ANOVA baseia-se na formulação de uma hipótese inicial e executando um teste que resultará na rejeição ou não rejeitando essa hipótese.
A hipótese nula é determinada pelas fontes das variações.
E se as fontes de variações estão dentro do tratamento, a hipótese nula é aceita. Se as fontes de variações forem entre o tratamento, a hipótese inicial será rejeitada.
Um gráfico de execução de calibração é uma representação gráfica das observações por peça e por operador.
Permite ao experimentador fazer uma avaliação com base em quão perto as observações são sobre seus meios e a presença de valores atípicos.
Um experimento R & R de calibração é conduzido para descrever o desempenho de um sistema de medição através da quantificação das variações no processo de medição.
Exemplo
O diâmetro dos pistões produzidos na WWZ Mechanics é fundamental para a qualidade dos produtos.
Muitos produtos são devolvidos pelos clientes devido a variações em seus diâmetros.
O gerente de Controle de Qualidade decidiu investigar as causas das variações; ele começa a tarefa com uma “mente aberta”.
Ele acredita que as variações podem ser devidas aos operadores, aos dispositivos de medição ou a uma variação nos tamanhos reais das peças que passaram despercebidas.
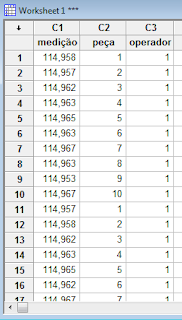
Ele seleciona 10 peças e três operadores cuja tarefa é medir as peças e os resultados de suas medições são analisadas usando Minitab.
Cada operador deve medir cada peça e 3 repetições para cada operador e peça.

Com o recurso do Minitab, no meu caso a versão 14, temos:

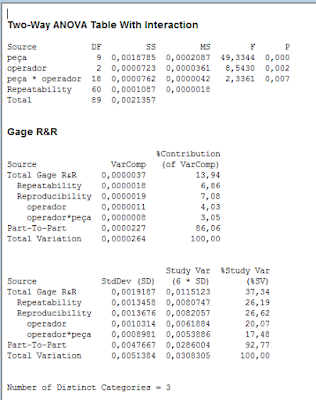

Conclusão:
O sistema de medição precisa ser melhorado, pois temos
- uma %RR de 37,34% e
- um valor de ndc=3, o que é considerado baixo.
Observe que neste caso, tanto a repetitividade quanto a reprodutibilidade estão altas (acima de 26%) e temos interação entre as peças e os operadores, isto significa que temos peças mais complicadas de serem medidas do que outras.
Além disso, observe que no gráfico R, o operador 1 apresenta pontos fora dos limites de controle, o que nos diz que este não entendeu adequadamente o procedimento de medição.
Em resumo, temos diversas oportunidades de melhoria.
Disponível também no blog: http://insightsdaqualidade.blogspot.com.br onde você poderá obter informações de como realizar um bom treinamento em M.S.A. com uso do Minitab via Skype com um custo bem mais baixo.
Visite o blog INSIGHTS DA QUALIDADE e veja muitos artigos interessantes,
Sobre o autor: Moisés Calandrin

Formado em Engenheiro de Produção – Mecânica, pós-graduado em Administração e Mestrando em Processos Estocásticos, com vivência na indústria mecânica em autopeças.
Atuou em Métodos e Processos, Desenvolvimento e Aprovação de Novos Produtos e Sistemas de Gestão e Garantia da Qualidade.
É auditor ISO 9001:2015, IATF 16949:2016, ISO 14001:2015 e VDA 6.3:2010.
Atualmente Consultor em Sistemas de Gestão da Qualidade Automotiva e Meio Ambiente, professor Universitário em Graduação e MBA formando Black Belts nos módulos estatísticos (DOE/TAGUCHI).
Coordena o blog INSIGHTS DA QUALIDADE, com uma série de artigos excelentes.
Contato pelo email: insightsdaqualidade@gmail.com
